ОСОБЕННОСТИ МНОГОПЕРЕХОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ СЕРДЕЧНИКОВ ПУЛЬ С УДЛИНЕННОЙ ОЖИВАЛЬНОЙ ГОЛОВНОЙ ЧАСТЬЮ С ЗАДАННЫМИ ЭКСПЛУАТАЦИОННЫМИ СВОЙСТВАМИ
Автор: Людмила Петровна Семенова
Организация: Тульский государственный университет
Особенности изготовления сердечников пуль с удлиненной оживальной головной частью обусловлены трудностями, связанными с достижением больших перепадов диаметра на торцевом участке тонкого цилиндрического стержня, при необходимости обеспечения высокой производительности, единообразия и требуемого качества изделия.
Наиболее эффективной для получения подобного рода деталей является операция обработки металлов давлением - выдавливание, позволяющая получать детали с достаточной точностью, практически без потерь материала и с требуемыми характеристиками.
Оценка деформируемости и прогнозирование разрушения заготовок проводилась на основе феноменологической теории разрушения [1]. Использование деформационной теории позволяет на каждом этапе деформирования определять среднее нормальное напряжение s, показатель напряженного состояния h и приращение деформации dei. Степень использования запаса пластичности Ψ представляется суммированием по приращениям с учетом влияния истории деформирования:
Ψ=∫(dei)/(eip(h)),
если Ψ≤0,33, высокий эксплуатационный уровень, высококачественные изделия, предназначенные для эксплуатации в «жестких» условиях; Ψ ≤0,55, хороший эксплуатационный уровень, качественные изделия, у которых существуют ограничения по нижнему пределу прочности, вязкости и долговечности; 0,55≤ Ψ<1, низкий эксплуатационный уровень, изделия, которые не несут значительных нагрузок.
С помощью программного комплекса QForm 2D/3D оценена реальная картина пластического формоизменения материала в процессе выдавливания, исследовано напряженно-деформированное состояние во всем объеме обрабатываемой заготовки в любой момент времени, а также оценены силовые параметры и количество технологических переходов для получения изделия с высоким эксплуатационным уровнем.
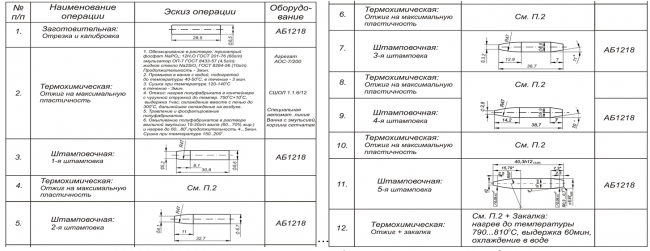
Маршрутная технология изготовления сердечников пуль с удлиненной оживальной головной частью представлена на рисунке 1.
1. Колмогоров В.Л. Напряжения. Деформации. Разрушение. – М.: Металлургия. 1970. 229с.
