")
")
ГРАНИЧНОЕ УПРАВЛЕНИЕ ПРОЦЕССОМ ВЫТЯЖКИ КВАРЦЕВЫХ ОПТИЧЕСКИХ ВОЛОКОН
Автор: Ирина Викторовна Гордеева
Соавторы: В.П. ПЕРВАДЧУК, Д.Б. ВЛАДИМИРОВА
Организация: ПЕРМСКИЙ НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Производство кварцевых оптических волокон – сложное высокотехнологичное дорогостоящее производство, поэтому задача об оптимальном стабилизирующем управлении этим процессом является актуальной в течении уже нескольких десятилетий.
Численная реализация решения системы оптимальности для задачи оптимального управления процессом вытяжки кварцевых оптических волокон [1] проводилась с использованием метода конечных элементов в пакете мультифизического моделирования Comsol Multiphysics. Процесс решения данной системы можно разделить на нескольких этапов:
- поиск стационарного решения (функций , и );
- нахождение функций , , , , , , , , , , , зависящих от стационарных состояний;
- непосредственное решение системы оптимальности, а также отыскание функции оптимального управления;
- анализ полученных результатов.
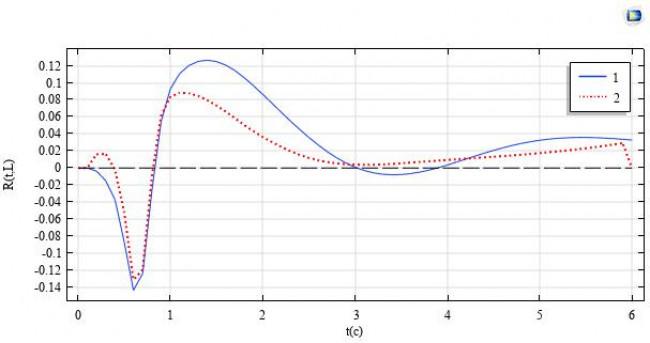
Значения параметров, входящих в систему, описывающую процесс вытяжки оптических волокон, а также в систему оптимальности, представлены в [2]. Для решения системы оптимальности возмущение радиуса волокна от его стационарного состояния задавалось в виде, представленном на рис. 1. Максимальное отклонение радиуса волокна составило 2%. На рис. 2 представлена полученная функция управления . Ее максимальное значение +7%, что соответствует реальным возможностям производства. Для анализа эффективности управления были найдены функции отклонения радиуса готового волокна для двух разных режимов вытяжки (в точке ): без управления – сплошная линия 1 и с управлением – пунктирная линия 2 (рис. 3). Отметим, что процесс имеет тенденцию к стабилизации уже со 2 секунды, а концу 6 секунды – стабилизируется полностью, т.е. отклонение функции радиуса готового волокна равно нулю.
